
 联系电话:刘先生 15923153318 19922193789
联系电话:刘先生 15923153318 19922193789在尼龙齿轮的热处理中,根据不同的目的安排两个热处理工艺:#1 ; 1)尼龙齿轮毛坯热处理:在毛坯加工前后布置预热处理或标准化,主要目的是消除锻造和粗加工造成的残余应力,提高材料的可加工性和改善整体机械性能。
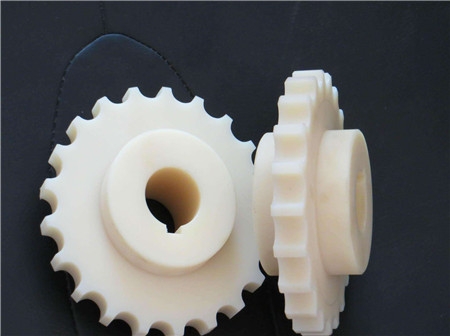
2)尼龙齿轮齿面热处理:齿廓加工后,为了提高齿面的硬度和耐磨性,渗碳淬火,高频感应加热淬火,碳氮共渗和氮化经常进行出。热处理工艺。

3齿轮毛坯齿轮的毛坯主要是棒材,锻件和铸件。杆用于尺寸小,结构简单且强度低的齿轮。当尼龙齿轮需要高强度,耐磨性和抗冲击性时,使用锻件,并且通常使用直径大于400-600mm的齿轮用于铸造坯料。
为了减少加工量,齿轮可以直接铸造成大尺寸和低精度的齿轮;对于小型和复杂形状的齿轮,可以使用精密铸造,压力铸造,精密锻造,粉末冶金和加热。轧制和冷挤压等新工艺生产带齿轮齿的齿坯,以提高劳动生产率并节省原材料。

 渝公网安备 50010702503691号
渝公网安备 50010702503691号
 营业执照
营业执照

